Engineering Excellence in Pharmaceutical Machinery
We are a trusted manufacturer and supplier of pharmaceutical machinery, delivering reliable, efficient, and GMP-compliant solutions to clients worldwide. Our focus is on innovation, precision engineering, and long-term performance.
Delivering high-performance digital solutions where data meets design.
WHO-GMP & ISO Standards
Adhering to strict international guidelines to ensure every batch meets global safety and quality certifications.
Sustainable Operations
Implementing advanced waste management and water treatment systems to minimize our ecological footprint while maximizing output efficiency.
Formulation Stability
Dedicated research labs focused on developing stable, effective, and bioavailable pharmaceutical products for diverse therapeutic areas.
On-Time Global Delivery
Ensuring end-to-end transparency and temperature-controlled logistics to maintain product potency from the factory to the pharmacy.
Batch Consistency
Utilizing advanced automated machinery to maintain 100% uniformity across large-scale solid, liquid, and semi-solid formulations.
Zero-Accident Goal
Prioritizing human safety through rigorous training programs and automated safety protocols to maintain a secure, high-performance manufacturing environment.
Measuring What Matters in Pharmaceutical Excellence
Formulation Accuracy
Ensuring active pharmaceutical ingredients align perfectly with clinicalrequirements to improvepatient safety and drug efficacy.
Batch Effectiveness
Understanding how well each production cycle contributes to overall therapeutic performance and market reliability.
Sustainable Operations
Optimizing energy consumption and waste recovery to support long-term environmental responsibility in chemical processing.
Quality Assurance
Building operational models that adapt to growth while maintaining strict cost control and consistent performance stability.
Process Responsiveness
Evaluating how efficiently our production lines adapt to shifting market demands and urgent healthcare requirements without compromising quality.
Regulatory Compliance
Maintaining optimal adherence to WHO-GMP and international standards to prevent batch disruptions and support global health safety.
Engineering Excellence & Expertise
Our lead engineers bring decades of pharmaceutical innovation to your facility. We don’t just sell machines, we provide the intellectual partnership needed to optimize your production and solve complex manufacturing challenges.
Our Expertise
Capsule Services
Precision filling of hard & soft gelatin capsules. From R&D batches to commercial scale with weight variation control.
Tablet Manufacturing
High-speed compression coating for solid oral doses. Compliant with global pharmacopeia standards for immediate & modified release.
Sterile Injectables
Aseptic filling for vials, syringes, and cartridges. Full lyophilization services for parenteral products in Class A/B environments.
Liquid Formulations
Syrups, suspensions, and oral solutions manufacturing. Complete homogeneity assurance and stability testing.
Eco-Friendly Efficiency
Engineered for low energy consumption and reduced material waste, helping your facility reach its sustainability goals without sacrificing speed.
Modular Design
Our machines feature a modular architecture, allowing you to easily upgrade or swap components as your production needs grow and evolve.
Biometric Security
High-level access control with biometric logging to ensure that only authorized personnel can change critical machine parameters.
Precision Engineering
Delivering high-accuracy manufacturing solutions for complex pharmaceutical production.
Advanced Accuracy
Our machines feature micron-level precision to ensure consistent dosage and zero-defect output for every batch.
Certified Quality
Full adherence to international safety and manufacturing standards.
Global Standards
Designed and built to meet strict USFDA, EU-GMP, and WHO guidelines for seamless regulatory approval.
Custom Engineering
Tailor-made machinery designed for your specific production requirements.
Future-Ready Tech
From prototype to production, we integrate the latest automation and IoT tracking into your manufacturing line.
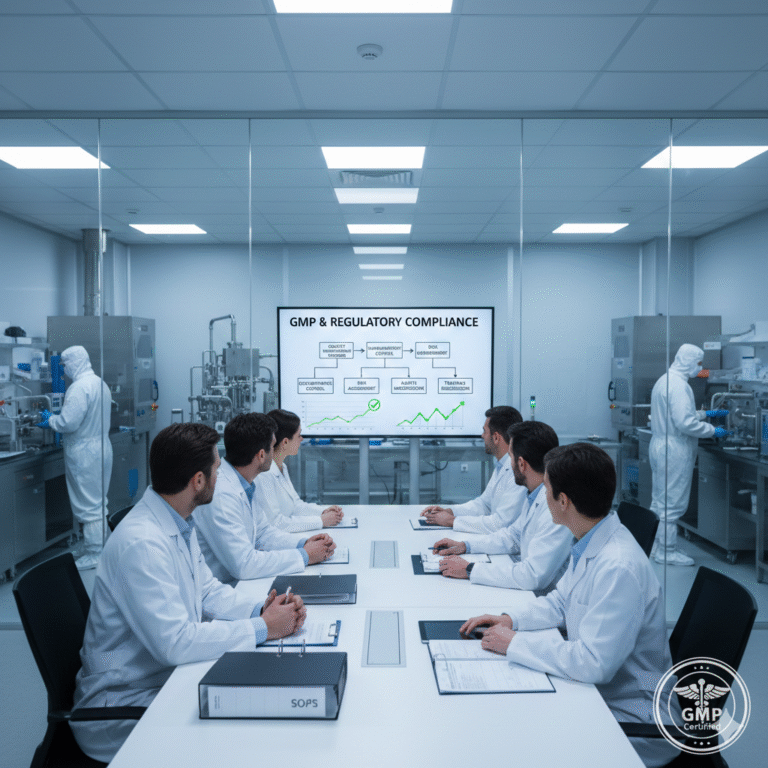
OUR QUALITY ADVANTAGE
Meeting Global Standards: From Development to Delivery
Our integrated quality management system ensures every product batch meets the highest standards of safety, efficacy, and consistency. We are committed to maintaining full compliance across all regulatory environments for pharmaceutical and biotech clients.
Real-time environmental monitoring, in-process controls, and stability studies to guarantee product integrity throughout the lifecycle.
CERTIFICATIONS & COMPLIANCE
Regularly audited by major global pharmaceutical companies
Manufacturing Expertise
We don't just manufacture products-we forge partnerships. By embedding ourselves in your mission, we "COCREATE" integrated solutions that pave the way to "COSUCCEED". Together, we accelerate your path to market, build resilient and compliant operations, and secure lasting leadership. Leveraging deep technical mastery and regulatory expertise, we deliver full-lifecycle support—from molecule to commercial supply.
END-TO-END MANUFACTURING
We provide integrated solutions from API handling to finished dosage forms. Our GMP-certified facilities and quality-by-design approach ensure scalable, compliant production for solid, liquid, and sterile pharmaceuticals, turning complex molecules into reliable therapies.
Beyond production, we are your strategic ally. From process development and tech transfer to regulatory support and commercial supply, we partner at every stage to de-risk your journey, optimize costs, and secure sustainable market success.
As a certified pharmaceutical manufacturing partner, we combine technical expertise with regulatory excellence to deliver scalable, compliant production solutions for global markets.
High-performance machinery designed for precision, compliance, and reliability.
Rotary Bottle Washing Machine
Engineered for high-capacity production, this automated rotary system provides a multi-stage 360-degree sterile cleaning process for glass and plastic containers. By integrating high-pressure air and water jets, it ensures total removal of micro-particulates while adhering to global cGMP hygiene standards. This critical sterilization stage guarantees product purity and eliminates contamination risks before the filling process.
Precision-engineered for high-volume production, our sensor-based counting system ensures 100% accuracy for various tablet shapes and sizes. Built with a cGMP-compliant stainless steel design, it delivers rapid, contamination-free bottling at speeds of up to 1,000 units per minute.
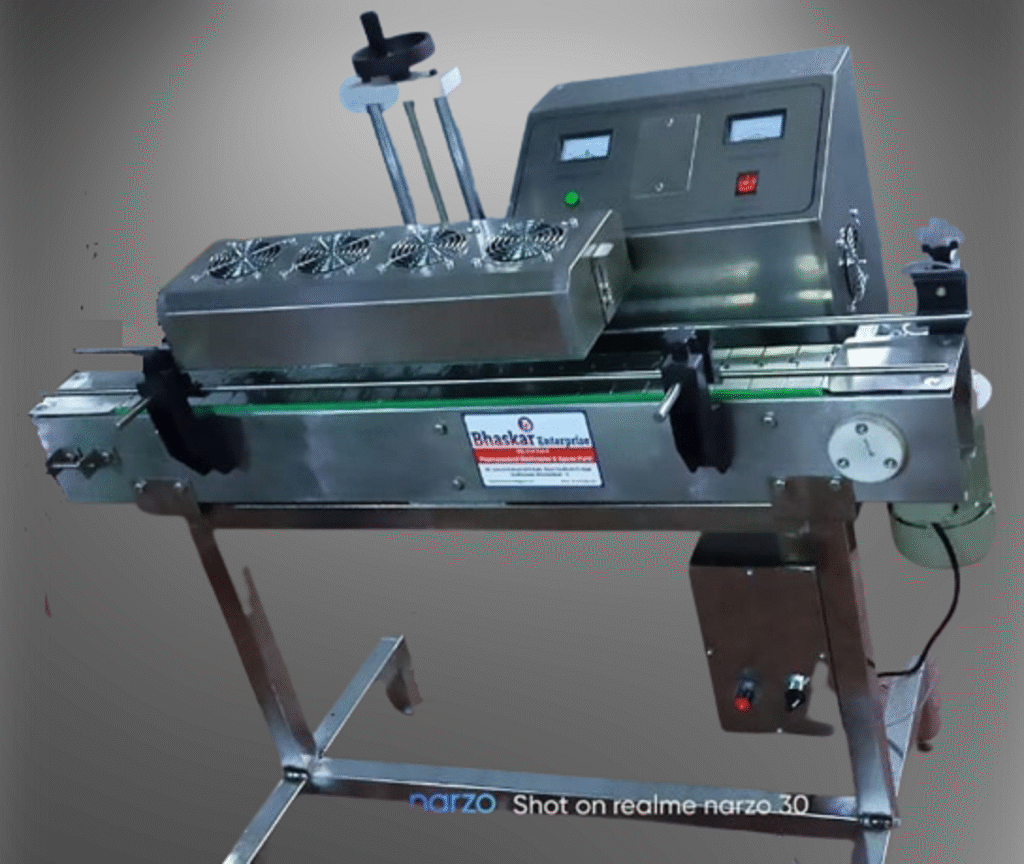
Ensure product integrity with our high-frequency induction sealing technology. Designed for rapid, non-contact hermetic sealing, this machine provides leak-proof security and tamper-evident protection for pharmaceutical bottles and containers.
Sed libero enim sed faucibus turpis. Facilisi nullam vehicula.
Convallis a cras semper auctor neque vitae tempus pellentesque.
Consectetur libero id faucibus nisl tincidunt eget nullam non.
Orci a scelerisque purus semper eget duis at tellus id faucibus nisl tincidunt eget nullam non.
Quantifying Our Commitment to Pharma Excellence
These metrics reflect our dedication to quality, reliability, and partnership in pharmaceutical manufacturing. Each number represents our ongoing commitment to delivering safe, effective medicines to global markets.
GMP Batches Produced
+0
On-Time Delivery Rate
0%
Quality Tests Conducted
+0K
Global Markets Served
+0
What peoples say about us
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
“You’ve read about the impoce of the being courageous, rebelliousi and it’s imaginative. These are all vital for ingredients in an effective advertising they must.”
Patricia Muller
WordPress Developer
“You’ve read about the impoce of the being courageous, rebelliousi and it’s imaginative. These are all vital for ingredients in an effective advertising they must.”
Michael Clark
Engeneer
“You’ve read about the impoce of the being courageous, rebelliousi and it’s imaginative. These are all vital for ingredients in an effective advertising they must.”
Kent Milestone
Graphic Designer
Add Your Heading Text Here
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.